
塑料激光焊接之激光源選擇
在激光焊接過程中,選擇合適的激光源至關重要,主要取決于波長和功率/功率密度。目標是在透射層獲得高透射率、在吸收層或界面產(chǎn)生強吸收,確保高效且可控的熔融。
激光源選擇的關鍵因素
塑料的光學特性:
了解不同塑料在激光波長下的透射率和吸收率至關重要。透射層要具有高透射率,吸收層或界面要有高吸收。
焊接工藝要求:
焊接速度:高功率激光器適合高速焊接。
焊接精度:要求精細焊縫時,選擇光束質量好的激光器。
焊接深度:厚材料或深層熔融時需要更高功率和更長波長的激光。
成本
綜合考慮設備、運行和維護成本,半導體激光器通常成本最低。
材料顏色和添加劑:
顏色和添加劑會影響光學特性。
主流與成熟度:
940nm半導體激光器是目前最廣泛使用的激光類型,光纖激光器在高要求應用中也日益增長。
常見激光類型
半導體激光器:廣泛應用,體積小,效率高,適合透射焊接,常用于工程塑料。
光纖激光器:功率高,穩(wěn)定性好,適合高精度或高速焊接,特別對含炭黑的塑料效果好。
Nd:YAG激光器:傳統(tǒng)激光器,功率較大,但正逐漸被光纖激光器替代。
CO2激光器:適用于大多數(shù)有機材料的表面焊接,光束質量較差。
綠光激光器:適用于透明或有色塑料的焊接,但效率低,成本較高。
準分子激光器:可用于微焊接,但設備昂貴,應用較少。
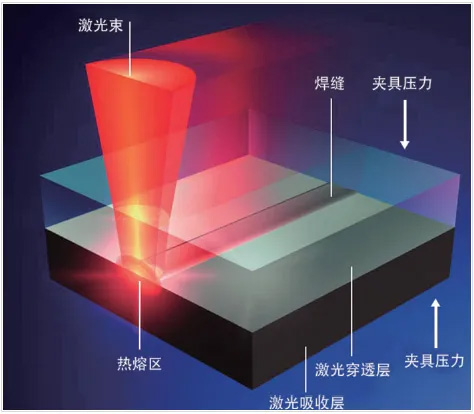
塑料對激光的響應
光學響應
吸收特性:塑料的化學鍵在特定波長下有吸收峰,尤其在近紅外波段(700-1100nm),影響激光透過率。
透射率:透射層需保持高透射率(>20%),以確保足夠的激光能量到達吸收層或界面。
反射與散射:表面光滑度及填料(如玻纖)影響激光能量的分布,散射會降低焊接效果。
熱學響應
吸收的激光轉化為熱能后,會使材料局部溫度升高,達到熔融狀態(tài)進行焊接。
溫度過高時,可能會導致材料分解,產(chǎn)生氣泡或煙霧,影響焊接質量。
添加劑如何調控激光焊接
添加劑,尤其是色料,能有效調控塑料的光學特性,達到理想的透射與吸收效果:
吸收劑:如炭黑、近紅外吸收染料和顏料,能顯著提高吸收率,特別適用于黑色或深色塑料。
透射調控劑:選擇透射率高的樹脂和避免強吸收劑,確保透射層不受不必要的影響。
焊接策略
透射焊接:選擇高透射率的塑料,避免使用過多吸收劑。
顏色焊接:需精心設計上下層材料的顏色和吸收特性,以確保良好的焊接效果。
-話題思考-

蘇州聚泰專注于聚醚醚酮( PEEK)、聚醚酰亞胺(PEI)、聚砜(PSU) 等特種工程塑料的型材及制品的加工注塑,致力于為航空航天、汽車、電子電器、醫(yī)療設備等多個領域提供高品質的特種工程塑料產(chǎn)品及解決方案。
在這里,您可以及時獲取我們的最新產(chǎn)品信息、行業(yè)動態(tài)以及技術資訊。如果您有任何關于特種工程塑料的需求或疑問,歡迎隨時通過公眾號留言,或者聯(lián)系我們的服務熱線13328058565,我們將竭誠為您服務!

